Рекомендуемая длинна катушки 200-300мм, для визуального контроля обратного валика.
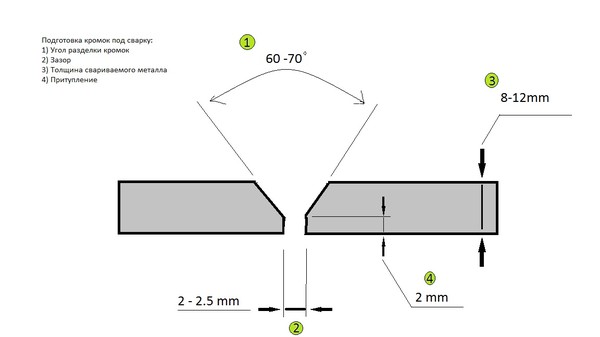
При толщине свариваемого металла 8-12 мм, угол разделки кромок будет 60-70 градусов,
зазор между свариваемыми деталями выставляем 2-2.5мм (можно воспользоваться огарком или отбитым электродом), притупление не более 1.5-2мм.
Прихватки лучше всего делать через кусочки кругляка или арматуры, предварительно напилив их по 15-20мм, по ходу сварки будем их выпиливать, и фаска останется нетронутой.
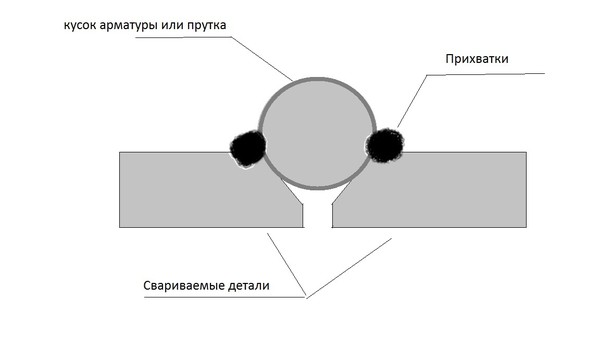
219 катушку минимум прихватывать в 4х местах.
Обязательно надо хорошо очистить поверхности свариваемых деталей от грязи, ржавчины, окалины, масел.
Итак катушку подготовили, приступаем к сварке корня.
Теперь о правилах при сварке корня.
1. Корень варится на обратной полярности.
2. Сухие, прокаленные электроды.
3. Выставляем минимальный сварочный ток, только что бы не захлебывался в шлаке(можно заранее потренироваться на куске металла, в правую руку берем держак а левой регулятор сварочного тока, или дистанцию и спокойно не спеша подбираем оптимальный ток).
4. Избегайте сквозняков, сквозняк в катушке это гарантированные поры, даже для ручной дуговой сварки.
5. Варим короткой дугой.
Начинаем варить корень.
Лучше потренироваться на пластинах. Соберите две пластины на прихватки с требуемым зазором и варите вертикал, по началу он самый простой. Сели поудобней, электрод перпендикулярно к пластине и электрод направлен на ось трубы или немножко задран вверх. Задирать вверх даже лучше.
Зажгли дугу, расплавьте притупление и у вас получится между трубами начало св.шва. Варим не спеша, аккуратно. Вы увидите, что расплавленное притупление с двух сторон образует окошко. Это окошко называется технологическим окном.
Немножко проварив, посмотрите что получается, сделайте поправки и пробуйте варить дальше. Не лезьте на потолок , пока не научитесь варить уверенно вертикал, поверьте, будет только хуже. Научившись уверенно варить вертикал, вы будете знать, что требовать от потолка и потом от выхода с потолка на вертикал. Самое сложное нижнее положение, учитесь его варить в последнюю очередь. По собственному опыту скажу что в нижем положении лучше всего сделать зазор на пол миллиметра больше, например отрезным диском.
При сварке корня обратите внимание на то, что большой обратный валик склонен к внутренним порам.
Большой обратный валик дольше остывает и успевает вступить в реакцию с внешней средой.
При сварке корня сила тока должна быть такой, чтобы металл остывал (кристаллизовался) за вами буквально за одну секунду. Провар (высоту св. шва внутри трубы) лучше держать в диапазоне от нуля до одного миллиметра.
При маленьком притуплении вам не на что будет опереться и будет появляться не технологическое окно, а отверстие, куда бесконтрольно будет стекать металл, а на потолке будет провис.
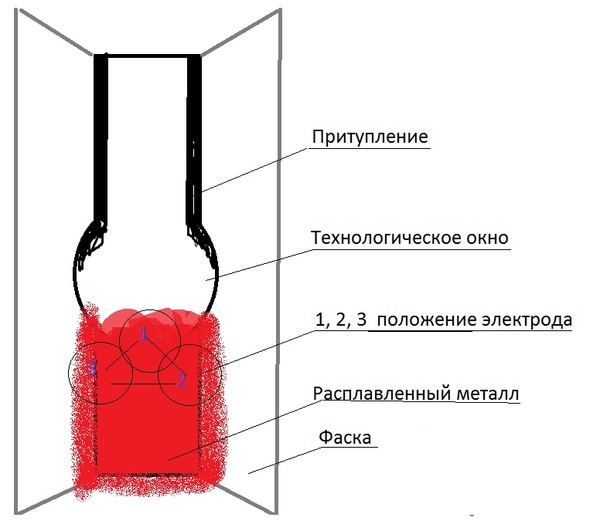
И так, мы увидали технологическое окно, расплавляем притупление равномерно с двух сторон, сварочный шов поднимается вверх. Весь смысл в том, чтобы вы постоянно видели технологическое окно, которое является гарантией провара. Но окно само не будет появляться, надо приложить всё ваше мастерство, чтобы оно было всегда одного диаметра. А это естественно ваш провар, он будет ровный одной высоты и ширены. Потом со временем вы само собой научитесь формировать высоту обратного валика, это придёт само.
Диаметр технологического окна не делайте большим, до трёх мм,больше не надо. Большое тех. окно — это тоже внутренние поры. Причём поры располагаются очень коварно и они вроде бы в разрезе не участвуют в толщине стенки трубы, но на плёнке видны очень отчётливо и естественно: ремонт. Попробую изобразить на картинке обычное расположение пор в корне.
Качественный сварочный шов (корень) должен иметь высоту обратного валика от 0-до 1 мм, обратный валик должен быть без кратеров, пор и непровара.
Следующий шаг в сварке корня это научится варить так, чтобы не было видно где закачивался один электрод и начинался другой.
